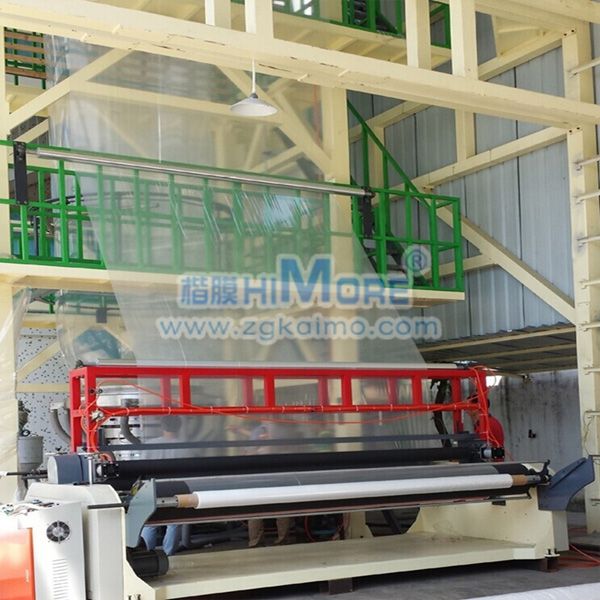
吹塑薄膜的成型过程,保护膜生产厂家一川薄膜带您一起详细了解下:
1、对原材料的要求:聚乙烯吹塑薄膜根据使用要求主要有重包装膜、一般包装膜、农业膜三种。聚乙烯树脂的分子量用熔体指数(MI)的大小来表示。熔体指数小的,其分子量较高,拉伸强度也较高,反之熔体指数大的,其分子量较低,拉伸强度也较低。
2、机头环形间隙的均匀性:机头环形间隙的均匀与否直接影响制品厚度的均匀性。对产品的质量有重要的影响。口模间隙一般为0.6~1mmm,用钢塞尺调整口模环形间隙,以保证各处分均匀。温度的控制:PE的热稳定性好。<300℃不接触氧不易分解。>300℃接触氧易引起交联。
聚烯烃吹膜,一般跻身温度高于机头温度,PE热稳定性好,这是因为烯烃不易分解,机身温度高,塑化充分,流动性好,而机头温度低,薄膜易定型。
LDPE料斗温度不宜过高,防止粒料粘连,机筒温度可达180℃,机头温度可比机身温度低10~20℃,成型温度不宜过高或过低,则不能使薄膜得到充分的塑化,而产生不规则的料流,不能圆滑的膨胀拉伸。这是薄膜的拉伸强度也较低,且表面光泽差、透明度下降,甚至出现类似木材年轮般的花纹以及未熔化的晶核(鱼眼)。
这时,薄膜的冲击强度也下降,严重时薄膜的熔接缝很明显。带稳定后再调整牵引比,使厚度均匀。薄膜厚度不均,调整螺栓,布局不均可用风量调整。保护膜生产厂家一川薄膜偏后者减小风环风量。风量下降,局部处温度增加,压缩空气进一步吹胀,解决局部厚度不均匀。但必须保证机头温度均匀。
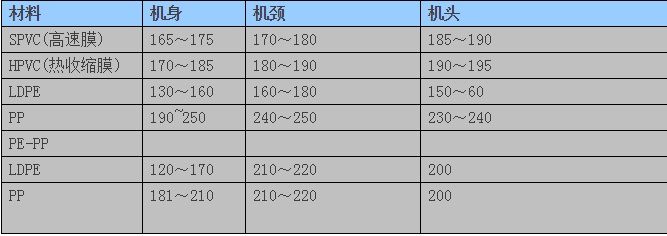
3、温度:温度控制是吹塑膜工艺中的关键,是影响质量的重要参数。这种温度控制方法的优点是物料所经受的高温时间短不易分解,可减少拆卸机头的次数,提高机器生产的能力(见表1)。
4、冷却定型:管泡刚从机头挤出时,温度较高,成半流动状态,如今冷却能力不足,薄膜在牵引辊筒的压力下相互粘结,而且主机能力不能挥发。冷却风环四周送风量应当均匀,否则薄膜厚度不均匀,否则薄膜厚度不均匀。风环与口模的距离为30~100mm。
5、牵伸倍数:牵引速度与挤出线速度之比成牵引比,通常控制在4-6,牵引比是纵向的牵伸倍数,一般控制在2.5-3,这样比较容易操作,而且薄膜的纵横向强度也差不多。吹胀比太大,胀膜会像蛇一样摆动,难以控制厚度的均匀。 本文地址:http://www.sz1c.com/1484/